 English
English Español
Español عربى
عربى















Consulta de productos
Su dirección de correo electrónico no será publicada. Los campos obligatorios están marcados *

Mecánica de reducción de agua: protocolos de ingeniería para eliminar la humedad de líneas de compresores de aire industriales y comerciales
Jun 25,2026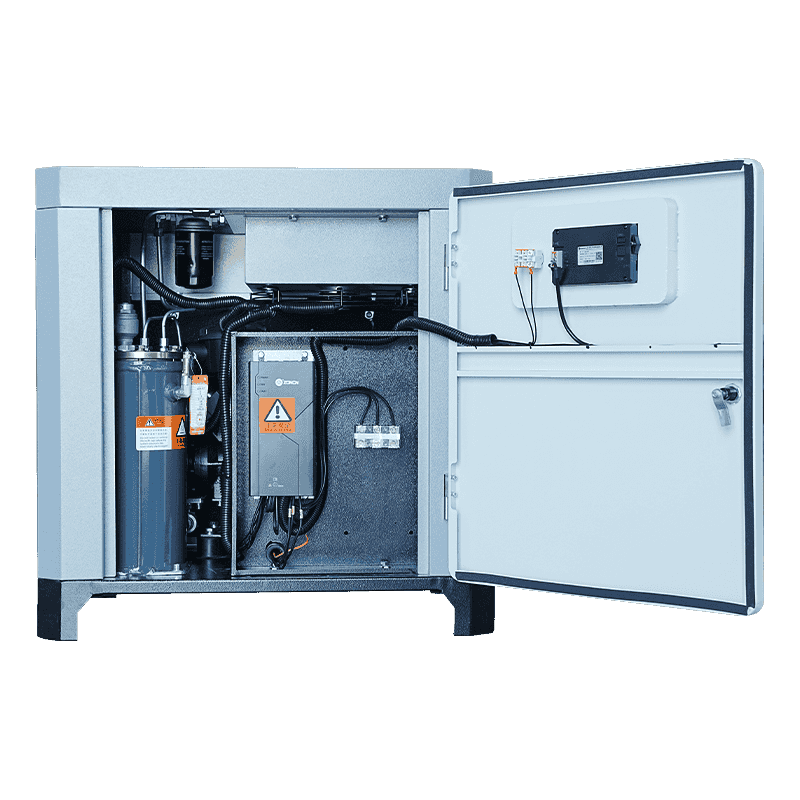
La potencia neumática: dominio de la arquitectura del sistema y funcionamiento seguro de los compresores de aire modernos
Jun 18,2026
Menos aceite, más aire: el caso de ingeniería para el compresor de aire de tornillo con microaceite
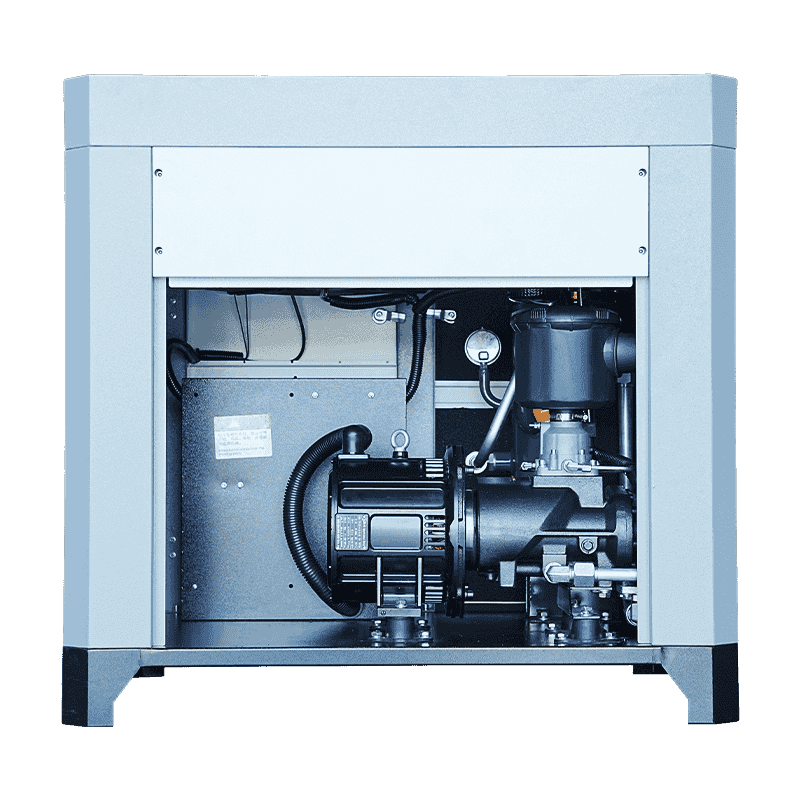
Jun 11,2026Para aplicaciones de aire comprimido que requieren un arrastre de aceite inferior a 5 mg/m³ pero no el cero absoluto de los sistemas sin aceite Clase 0, el compresor de aire de tornillo con microaceite representa la opción de ingeniería óptima. Los datos de campo de 300 instalaciones industriales muestran que las unidades de microaceite logran un tiempo de actividad promedio del 98,5% con un arrastre de petróleo de 3-5 mg/m³ , en comparación con 0,01 mg/m³ para tornillos sin aceite y 15-25 mg/m³ para tornillos rotativos estándar lubricados con aceite. La conclusión directa: para el envasado de productos farmacéuticos, el procesamiento de alimentos, la fabricación de productos electrónicos y el aire para instrumentos, donde los rastros de aceite son inaceptables pero la Clase 0 ultrapura está sobreespecificada, un compresor de aire de tornillo con microaceite Ofrece la calidad de aire requerida con un costo de capital entre un 40% y un 60% menor que los sistemas sin aceite.
Un compresor de tornillo rotativo estándar lubricado con aceite inyecta de 8 a 12 litros de aceite por minuto en la cámara de compresión para una unidad de 75 kW. Un compresor de aire de tornillo con microaceite reduce esto a 1,5-3 litros por minuto para la misma potencia nominal. La designación "microaceite" se refiere a la tasa de inyección de aceite, no al volumen total de aceite del sistema. . Al medir con precisión el flujo de aceite solo hasta lo necesario para sellar las holguras del rotor y enfriar, los sistemas de microaceite logran un arrastre de aceite significativamente menor sin la complejidad de la tecnología de tornillo de funcionamiento en seco (sin aceite). El aceite cumple tres funciones: sellar el espacio entre los rotores macho y hembra (normalmente de 15 a 50 micrones), enfriar el aire comprimido y lubricar los cojinetes y los engranajes de sincronización.
Los diseños de microaceite logran una inyección de aceite reducida mediante tres modificaciones de ingeniería: Perfiles de rotor mecanizados con precisión con espacios libres más estrechos (hasta 8-12 micrones). , ubicación optimizada del puerto de inyección de aceite y tamaño de la boquilla, y sistemas de separación de aceite de mayor eficiencia. El volumen reducido de aceite también reduce las pérdidas por arrastre parásito: los tornillos estándar con inyección de aceite pierden entre el 5 y el 7 % de la potencia de entrada debido a la agitación del aceite; Los tornillos con microaceite reducen esto al 2-3%, mejorando la eficiencia general entre 4 y 5 puntos porcentuales.
La especificación crítica para cualquier compresor de aire de tornillo con microaceite es el arrastre de aceite residual, medido en miligramos por metro cúbico (mg/m³) en el puerto de descarga. ISO 8573-1 define las clases de pureza del aire: la Clase 1 permite 0,01 mg/m³, la Clase 2 permite 0,1 mg/m³, la Clase 3 permite 1 mg/m³ y la Clase 4 permite 5 mg/m³. Un compresor de aire de tornillo con microaceite debidamente especificado y con separación de tres etapas alcanza la Clase 3 o la Clase 4 (1-5 mg/m³) sin filtración secundaria. . Con un filtro coalescente externo de 0,01 mg/m³, la misma unidad puede ofrecer una calidad de aire de Clase 1, igualando el rendimiento del tornillo sin aceite a un menor costo de capital.
| Configuración de separación | Transferencia típica de petróleo (mg/m³) | Clase ISO 8573-1 | Aplicaciones adecuadas |
|---|---|---|---|
| Separador centrífugo de una etapa | 15-25 | Clase 5-6 | Industria general (herramientas neumáticas, transporte) |
| Dos etapas (elemento coalescente centrífugo) | 3-8 | Clase 3-4 | Aire instrumental, pintura en aerosol, embalaje. |
| Tres etapas (como el filtro coalescente externo anterior) | 0,01-0,1 | Clase 1-2 | Farmacéutica, contacto con alimentos, electrónica. |
La configuración de tres etapas es la más común para aplicaciones sensibles. Los filtros coalescentes externos requieren reemplazo del elemento cada 6 a 12 meses , con un costo de entre 150 y 400 dólares por filtro, según el caudal. Incluso con este costo adicional de consumibles, los gastos operativos totales siguen siendo inferiores a los de los compresores de tornillo sin aceite, que requieren costosos reemplazos de rodamientos cada 20 000 a 30 000 horas.
El compresor de aire de tornillo con microaceite logra una inyección de aceite reducida principalmente a través de holguras más estrechas del rotor. Los rotores estándar con inyección de aceite tienen holguras radiales de 30 a 50 micrones entre los lóbulos macho y hembra. Los diseños de microaceite reducen esto a 8-15 micrones. Los espacios libres más estrechos reducen el espesor de la película de aceite requerido para el sellado, lo que permite tasas de inyección de aceite más bajas. . Sin embargo, los espacios libres más estrechos exigen una mayor precisión de fabricación: las tolerancias del perfil del rotor deben mantenerse en ±2 micras frente a ±5 micras para los rotores estándar. Esto aumenta el coste de fabricación del rotor entre un 30% y un 40%, pero reduce el consumo de energía específico entre un 6% y un 8%.
La contrapartida es la sensibilidad a la contaminación. Una partícula de 15 micrones que ingresa a un rotor estándar con un espacio libre de 50 micrones pasa sin contacto. La misma partícula en un microrotor de aceite con un espacio de 8 micrones provoca rayaduras y una pérdida inmediata de eficiencia. . Por lo tanto, los compresores de aire de tornillo con microaceite requieren una filtración del aire de entrada de 5 micrones o mejor (clase de eficiencia ISO 5011 F9 o superior). Los filtros de aire industriales estándar (G4 o F7) son insuficientes. Especifique un filtro de entrada de dos etapas con un elemento primario (F7) y secundario (F9), e instale un manómetro diferencial con alarma al 80% de la vida útil del filtro.
Los compresores de aire de tornillo con microaceite requieren lubricantes sintéticos, nunca aceites minerales. Los aceites sintéticos de polialfaolefina (PAO) o polialquilenglicol (PAG) proporcionan una vida útil de 3 a 4 veces más larga que los aceites minerales. y producen depósitos de barniz significativamente menores. Para los sistemas de microaceite, el aceite también sirve como medio de enfriamiento principal. Con un volumen de flujo de aceite reducido (1,5-3 L/min frente a 8-12 L/min), el aceite debe tener una mayor capacidad calorífica específica y estabilidad térmica. Los aceites PAG ofrecen las mejores propiedades térmicas pero son higroscópicos (absorben la humedad), lo que requiere una gestión más agresiva del condensado. Los aceites PAO son menos higroscópicos pero tienen una conductividad térmica entre un 10 y un 15 % menor.
La selección del grado de viscosidad sigue el entorno operativo del compresor. ISO VG 46 es estándar para temperaturas ambiente de 5 a 35 °C; ISO VG 32 para ambientes fríos (por debajo de 5°C); ISO VG 68 para ambientes cálidos (más de 35°C) . El uso de un grado de viscosidad incorrecto aumenta el arrastre de aceite entre un 50 y un 100 % porque la eficiencia del separador de aceite depende de la distribución adecuada del tamaño de las gotas. El aceite demasiado espeso (mayor viscosidad) crea gotas más grandes que el separador no puede capturar; El aceite demasiado fluido (menor viscosidad) se evapora más fácilmente y pasa a través del separador como vapor que se condensa aguas abajo. Para sistemas de microaceite, especifique intervalos de cambio de aceite de 4000 a 6000 horas, entre un 30 y un 50 % más que los tornillos estándar con inyección de aceite debido a la menor tensión térmica debido al volumen reducido de aceite.
El sistema de separación de aceite determina si un compresor de aire de tornillo con microaceite ofrece una calidad de aire de Clase 3 o Clase 5. Un sistema de tres etapas es estándar: separación centrífuga primaria en el tanque del sumidero (elimina entre el 95 y el 98 % del aceite a granel), elemento filtrante coalescente secundario (elimina el 99,5 % del aerosol restante) y terciario (filtro coalescente externo opcional). El elemento filtrante coalescente es el componente más crítico: debe alcanzar 0,01 mg/m³ de aceite residual con un caudal nominal y una caída de presión inferior a 0,3 bar. . Los elementos filtrantes tienen una vida útil limitada: cuando la caída de presión supera los 0,6 bar o cuando la antigüedad del elemento supera los 12 meses, es necesario sustituirlos independientemente de las horas de funcionamiento.
Los modos de falla comunes en la separación de microaceites incluyen:
Instale un detector de neblina de aceite aguas abajo del separador para proporcionar una advertencia temprana en caso de falla del separador. Estos sensores ópticos detectan aerosoles de aceite por encima de 0,1 mg/m³ y pueden activar una alarma antes de que los procesos posteriores se contaminen. El coste de 500 a 800 dólares se justifica por el rechazo de un único lote en aplicaciones alimentarias o farmacéuticas.
El suministro de aire libre (FAD) para los compresores de aire de tornillo con microaceite suele ser entre un 10 % y un 15 % menor que el de los tornillos estándar con inyección de aceite de la misma potencia del motor debido a espacios libres más estrechos y una menor eficiencia de sellado de la película de aceite. Un tornillo estándar con inyección de aceite de 75 kW suministra 12-14 m³/min a 7 bar; una unidad de microaceite de la misma potencia entrega 10,5-12,5 m³/min . Sin embargo, el consumo de energía específico (kW por m³/min) suele ser comparable o ligeramente mejor para el microaceite debido a las menores pérdidas por agitación del aceite. El rendimiento real varía significativamente entre diseños; requiere curvas de rendimiento certificadas ISO 1217 (método de desplazamiento) antes de la compra. Algunos proveedores afirman que el rendimiento del microaceite no se puede lograr en condiciones reales.
La eficiencia de carga parcial es un diferenciador crítico. Los compresores de aire de tornillo con microaceite suelen tener relaciones de regulación más estrechas (40-100 % del flujo nominal) que los tornillos estándar con inyección de aceite (25-100 %). porque el volumen reducido de aceite no puede mantener una refrigeración adecuada a flujos muy bajos. Para aplicaciones con una variación significativa de la demanda (por ejemplo, procesos por lotes, operaciones por turnos), considere un microcompresor de aceite con variador de frecuencia (VFD). El funcionamiento del VFD con una carga del 50-80 % aumenta el consumo de energía específico entre un 8 y un 12 % en comparación con la carga completa a velocidad nominal, pero esto sigue siendo entre un 20 y un 30 % mejor que la modulación o el control de carga/descarga en una unidad de velocidad fija.
Los compresores de aire de tornillo con microaceite generan temperaturas de descarga más altas que las unidades estándar con inyección de aceite porque hay menos aceite disponible para enfriamiento. Las temperaturas de descarga estándar son 75-85°C; Las unidades de microaceite normalmente funcionan a 85-95 °C. . Esta temperatura elevada crea dos riesgos: oxidación acelerada del aceite y mayor retención de humedad en el cárter de aceite. Por cada aumento de 10°C por encima de 80°C, la tasa de oxidación del aceite se duplica. Por lo tanto, los microcompresores de aceite deben utilizar aceites sintéticos térmicamente estables (PAO o PAG) y tener refrigeradores de aceite del tamaño adecuado. Especifique la capacidad del enfriador de aceite con un margen de seguridad del 15 al 20 % para soportar condiciones ambientales elevadas.
El sistema de gestión del condensado es más crítico en los microcompresores de aceite. Las temperaturas de descarga más altas significan que queda más vapor de agua en el aire comprimido, que luego se condensa aguas abajo cuando el aire se enfría. Los posenfriadores de las unidades de microaceite deben alcanzar temperaturas del aire de descarga dentro de 10-15 °C de la temperatura ambiente. para evitar la condensación en las tuberías de distribución. Para una temperatura de descarga de 90°C y una temperatura ambiente de 30°C, el posenfriador debe eliminar 60°C de aumento de temperatura. Los posenfriadores de tamaño insuficiente (capacidad de 40 °C ΔT) dejarán el aire de descarga a 50 °C, que luego se enfría a 30 °C en las tuberías, condensando agua y creando riesgos de corrosión y crecimiento microbiológico.
Los compresores de aire de tornillo con microaceite requieren un mantenimiento más frecuente que las unidades estándar con inyección de aceite, pero menos que los de tornillo sin aceite. Programa de mantenimiento típico: cambio de aceite cada 4000 horas (frente a 6000-8000 para las unidades estándar), separador de aire-aceite cada 4000 horas (frente a 6000-8000), filtro de aceite cada 2000 horas (frente a 3000-4000) . Los intervalos más cortos reflejan el menor volumen de aceite y las temperaturas de funcionamiento más altas. El costo de mantenimiento anual para un microcompresor de aceite de 75 kW es de aproximadamente $1200-1800 versus $800-1200 para el compresor con inyección de aceite estándar y $3500-5000 para el sin aceite.
Sin embargo, el cálculo del costo total de propiedad favorece al microaceite cuando se incluyen los costos de filtración posteriores. Los compresores estándar con inyección de aceite requieren un filtro coalescente más un filtro de carbón activado para lograr una calidad de aire de Clase 1, con costos anuales de elementos filtrantes de entre 600 y 1000 dólares. Las unidades de microaceite con separación de tres etapas a menudo requieren solo el filtro coalescente (sin carbón), lo que reduce los costos anuales de filtración entre un 40% y un 60%. . Para un ciclo de vida de 5 años con 6000 horas de operación por año, la diferencia de costo acumulativo entre el aceite estándar inyectado más filtración completa versus el microaceite más filtración mínima favorece al microaceite entre $2,500 y $4,000.
Los compresores de aire de tornillo con microaceite son más sensibles a las condiciones de instalación que las unidades estándar. La tubería de descarga de aire comprimido debe tener una pendiente alejada del compresor (gradiente mínimo de 1:100) para evitar el reflujo de condensado hacia el separador. . El reflujo de condensado es la principal causa de falla prematura del separador, que ocurre cuando el condensado se acumula en los puntos bajos de la tubería de descarga y luego regresa cuando el compresor se descarga o se detiene. Instale una pata de drenaje de condensado con válvula de drenaje automática a 2 metros de la descarga del compresor.
Los requisitos de ventilación para los microcompresores de aceite son más exigentes porque el volumen reducido de aceite no puede absorber tanto calor. El caudal de aire mínimo a través de la sala de compresores es de 0,3 m³/s por 75 kW de potencia instalada. (aproximadamente 30 cambios de aire por hora para una habitación típica de 50 m³). La recirculación de aire caliente desde la descarga del compresor hacia la entrada de aire reduce la eficiencia volumétrica entre un 3 y un 5 % por cada aumento de temperatura de 5 °C. Instale conductos de entrada y salida separados con al menos 3 metros de separación para evitar cortocircuitos.
Los compresores de aire de tornillo con microaceite funcionan a 72-78 dB(A) a 1 metro sin carcasa, en comparación con los 68-72 dB(A) de las unidades estándar con inyección de aceite. El mayor nivel de ruido se debe al aumento de la velocidad del rotor (normalmente de 4000 a 6000 RPM frente a 2000-3000 RPM) necesaria para mantener la producción con espacios libres más estrechos. . Para instalación en interiores cerca de personal, especifique un recinto acústico clasificado para 68 dB(A) o menos. Los recintos completos añaden entre un 15 y un 25 % al coste del compresor, pero reducen el ruido percibido entre 10 y 12 dB(A).
El diseño del gabinete debe equilibrar la reducción del ruido con el flujo de aire de refrigeración. Los gabinetes que restringen el flujo de aire para lograr una reducción de ruido de 15 dB(A) o más generalmente requieren ventiladores de enfriamiento de gran tamaño (1 a 2 kW adicionales de potencia del ventilador) o intercambiadores de calor externos de aire a agua. Especifique un gabinete con silenciadores de entrada y descarga (no simples rejillas) y verifique que la capacidad del flujo de aire cumpla con los requisitos del fabricante del compresor. La refrigeración inadecuada del gabinete reduce la vida útil del compresor entre un 30% y un 50% debido a las elevadas temperaturas del aceite. .
Los compresores de aire de tornillo con microaceite modernos incluyen un control basado en un controlador lógico programable (PLC) con interfaz de pantalla táctil. Funciones de control mínimas requeridas: Visualización en tiempo real de la presión de descarga, temperatura del aceite, presión del aceite, caída de presión del separador y horas de funcionamiento acumuladas. . Para instalaciones de múltiples compresores, se requiere un secuenciador maestro que rote las asignaciones de avance/retraso y equilibre las horas de operación para igualar el desgaste. Los microcompresores de aceite se benefician desproporcionadamente de la secuenciación porque su rango de reducción más estrecho los hace menos eficientes con cargas bajas.
Se recomienda encarecidamente el monitoreo remoto a través de Ethernet/IP, Modbus TCP o puerta de enlace celular 4G. La detección temprana del aumento de la caída de presión del separador (que indica saturación del coalescente) o del aumento de la temperatura del aceite (que indica contaminación del enfriador) evita tiempos de inactividad no planificados. . Configure alertas automáticas para: ΔP del separador > 0,5 bar, temperatura del aceite > 100 °C, presión del aceite < 2 bar y más de 10 arranques por hora (lo que indica ciclos cortos). Las plataformas de monitoreo basadas en la nube cuestan entre 200 y 500 dólares al año por compresor y normalmente reducen los costos de mantenimiento entre un 15 y un 25 % mediante un servicio predictivo, no reactivo.
Una comparación del costo total de propiedad (TCO) de 10 años para un compresor de 75 kW que funciona 6000 horas al año a $0,12/kWh de electricidad muestra:
La solución de microaceite es aproximadamente un 3 % más cara que la inyección de aceite estándar durante 10 años, pero ofrece una calidad de aire significativamente mejor (Clase 3 frente a Clase 5). En comparación con el aceite sin aceite, el microaceite ahorra un 15 % del coste total de propiedad y, al mismo tiempo, logra la misma calidad del aire final cuando se añade un filtro coalescente externo. El punto de equilibrio para el microaceite versus el aceite estándar inyectado ocurre entre los años 6 y 7, después del cual la diferencia de costos acumulativos favorece al microaceite en aplicaciones donde incluso un evento de contaminación del producto cuesta $10,000 o más .
Los sistemas de compresores de aire de tornillo de dos etapas con microaceite mejoran la eficiencia energética industrial
La potencia neumática: dominio de la arquitectura del sistema y funcionamiento seguro de los compresores de aire modernos
Su dirección de correo electrónico no será publicada. Los campos obligatorios están marcados *
Se crea un departamento de servicio posventa específico, compuesto por un equipo de ventas profesional e ingenieros técnicos capacitados. Se comprometen a brindar soporte durante todo el año, viajando a las ubicaciones de los clientes para brindar un servicio rápido y de alta calidad.
Teléfono:86-0570-7221666
Correo electrónico:[email protected]
Dirección: No.2 Qiming Road, zona de desarrollo económico de Zhejiang Longyou, municipio de Mohuan, condado de Longyou, ciudad de Quzhou, provincia de Zhejiang, China
Derechos de autor © Zhejiang Haidebao Industrial Technology Co., Ltd.

Fabricantes de compresores de aire de tornillo industriales personalizados